|
Si la finalidad de los controles de calidad consiste en que las prendas lleguen al público sólo con aquellos defectos pro los que el público consumidor este dispuesto a pagar, tenemos como base el juicio del comprador para la aceptación o el rechazo de las prendas por parte nuestra. Existen zonas donde cualquier variación, defecto o mancha son fáciles de apreciar, mientras que otras quedan disimuladas por no estar a la vista del público.
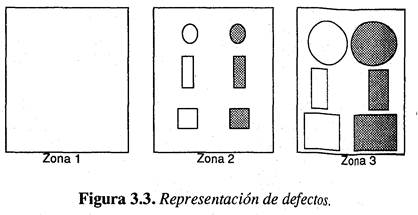
Supongamos el caso de una camisa, cuya zonas perfectas deberán ser las de mayor vista: cuellos, puños, aletilla y bolsa. En las restantes, se podrá admitir algún pequeñísimo defecto. Para entender mejor esto, se determinará una clasificación de zonas de la prenda de acuerdo con el grado de calidad que deberá tener cada una de ellas.
Zona1: el tejido debe ser perfecto, no readmite ninguna irregularidad ni mancha de ningún tamaño.
Zona2: en el tejido pueden admitirse muy pequeñas irregularidades y manchas.
Zona3: en el tejido pueden admitirse pequeñas irregularidades y manchas.
28.1 Pagos por defectos en las telas.
En las indemnizaciones que se cobrarán al fabricante de telas por los defectos en exceso encontrados en las piezas de tela, debe tenerse en consideración que la indemnización se incrementa por los costos siguientes:
- Cortar la piezas nuevamente invirtiendo el doble de tiempo.
- Cortar las piezas una por una, por lo que el tiempo utilizado es mayor.
- Tener un desperdicio mayor de tela, ya que no se puede cortar en las mismas condiciones un tendido completo que un pedazo de tela más o menos rectangular.
Por lo tanto, en la indemnizaciones se deben calcular todos los procesos realizados en la tela hasta el momento en que se produce la sustitución, es decir, debe agregarse el valor de la tela rechazada, la misma producida, más el total de gastos por las nuevas operaciones que se harán en la tela sustituta. Se recomienda no llevar a los extremos la política de compensaciones ya que en algunos casos es preferible establecer acuerdos con los proveedores de telas. De manera que si las pérdidas no representan una cantidad mayor al porcentaje establecido (de 0.5 a 1.5% sobre el valor) se dé aviso sin cobrar indemnización. Pero si las pérdidas superan ese porcentaje deben tomarse acciones conforme a lo convenido.
Como complemento de este inciso a continuación mencionaremos algunos de los defectos más comunes en la sección de corte:
- Piezas mal cortadas. Cuando el corte no se ha realizado por el perfil el patrón.
- Piezas grandes. Cuando hay una equivocación con el patrón de talla mayor.
- Piezas chicas. Cuando hay una equivocación con un patrón de talla menor.
- Piezas de bordes deshilachados. Cuando la cuchilla o la cinta e la máquina de cortar están poco afiladas o deformadas y provocan cortes defectuosos.
- Piezas con bordes pinzados. Se producen principalmente en tejidos elastómeros cuando el filo de la cuchilla o cinta está ligeramente mellado y pinza de filamento elastómero dejándolo con un esfuerzo latente, que posteriormente encoge en la prenda y produce carreras.
- Piezas con bordes fundidos. Se produce en telas con fibras sintéticas el reblandecerse la punta de los filamentos por el calor producido por razonamiento de la cuchilla o la cinta.
28.2 Formación de bultos.
Una vez cortadas todas las piezas que integran las prendas (telas, entretelas, forros, adornos.) debe procederse a su preparación para ser trabajadas en la sección siguiente. Una adecuada preparación de resultados positivos en su manipulación posterior. La forma de preparar el trabajo depende del sistema que se va a utilizar para la sección de costura y cuya descripción haremos a grandes rasgos en la siguiente sección. Básicamente todos los trabajos de preparación son índoles estrictamente manual y la sucesión de fases que integran este subsección son:
- repaso de piezas cortadas.
- formación de bultos.
1. repaso de piezas cortadas. Aunque se haya realizado un primer control de calidad en la recepción de telas y sean detectados defectos (agujeros, tramos con doble hilo o doble pasada, hilo grueso, pequeñas manchas), el operario (a)de control debe de señalarlas. Un segundo control se realizo en la operación del tendido de las telas con la correspondiente indicación. A pesar de esto, no podemos asegurar la eliminación total de defectos en piezas que serán enviadas al proceso de confección, ya que los defectos pueden quedar en cualquiera de los tres lugares que a continuación se mencionan:
- Fuera de la prenda.
- En alguna parte poco importante u oculta de la prenda.
- En alguna parte muy notoria de la prenda.
De acuerdo con el planteamiento anterior, el mismo defecto tiene diferente importancia en cada uno de los tres lugares mencionados en los incisos. Por todo esto se recomienda una revisión de las piezas para detectar las que pueden ser restauradas por defectos de tejido, reduciendo no solamente la posibilidad de enviar piezas defectuosas a confección, sino también la reducción del costo por no tener que ocupar más tela en reposiciones de piezas que en algunos tendrán dimensiones bastante considerables.
2. Formación de bultos. Para explicar esta segunda fase de preparación tomemos como base el proceso de cortado de un suéter. Para cada talla y color obtuvimos tres paquetes básicos conformados por frentes, espaldas y mangas (componentes de una prenda). Como estos paquetes ya fueron realizados, se considera que todas las piezas están en condiciones óptimas y se produce a efectuar los pasos siguientes:
- Integrar en un solo paquete los frentes, espaldas y las mangas de cada color en cada una de las tallas (si son cuatro tallas y tres colores por talla, tendremos 12 bultos inicialmente).
- Verificar que el número de frentes, espaldas y mangas coincidan en cada talla y color con la cantidad especificada en la orden de producción.
- Con base en las características propias de la prenda, cada empresa deberá determinar el número de piezas máximo que conformará un bulto. De esto se deriva que si de acuerdo con el ejemplo anterior, el número de prendas por bulto para este artículo es de 50 piezas/bulto y el número de piezas por color y talla según la orden de producción es de 70 piezas por talla y color, tendremos que realizar 24 bultos (12 bultos de 50 piezas/bulto y 12 bultos de 20 piezas/bulto).
- Cada uno de los bultos debe llevar una etiqueta de identificación con los siguientes datos:
- Número de orden de producción.
- Número de orden de corte.
- Modelo.
- Talla.
- Color.
- Cantidad.
- Número de orden de bulto.
- Si consideramos que es un suéter con cuello redondo, se procede a revisarlos y contarlos. Enseguida, se separan por talla y color para colocarles una etiqueta de identificación similar a la anterior.
- Después de integrar en un solo bulto cuellos y piezas, a cada bulto se le colocará una plantilla con los datos del inciso d y los cupones de destajo para la operaciones que se realizarán en la confección del suéter.
- Una vez realizados los pasos anteriores, se traslada el corte completo (con sus 24 bultos) al departamento de confección.
28.3 Foliado
La operación de foliado será descrita en este inciso pero antes de entrar en detalles, cabe mencionar que forma parte de las labores desempeñadas en la preparación de las piezas para la sección de costura. El hecho de separarla es con el fin de ponderar la importancia de esta operación en la calidad de las prendas. Considerando que esta operación se realiza antes de la revisión, repaso y formación de bultos, la describiremos de la manera siguiente:
Una vez que los bultos salen de la máquina cortadora se ordenan de la talla más chica a la talla más grande y con la misma secuencia de colores se acomodan los frentes, las espaldas y las mangas, de la misma manera que cuando se fueron extendiendo una por una las capas del tendido. Es decir, corresponderá el número 1 a la primera espalda, primer frente y primer par de mangas, el número 2 a la segunda espalda, segundo frente y segundo par de mangas y así hasta el último número que siguiendo con el ejemplo anterior será el 840. por lo tanto en el departamento de confección, debemos encontrar por ejemplo, un suéter armado con todas las piezas número 1, otro, armado con piezas del número 2, así hasta completar el número total de prendas.
Cuando todas las capas de cada color que forman un mismo tendido se obtienen de las mismas piezas, la operación de foliado no tiene gran importancia pero si para completar el número de prendas por color, requerimos de dos piezas de tela en cada color (es decir, de dos piezas del mismo color pero con teñido diferente), no es raro encontrar prendas confeccionadas con las mangas y espaldas de un tono y el delantero en otro. Como podemos ver en este caso la operación de foliado es fundamental para un buen control de calidad que inicia en el departamento de corte y termina en el de confección, con el cumplimiento de una de las especificaciones del Manuel de control de calidad para el producto en proceso y producto terminado.
|


