|
29.1 Control de operaciones.
En un enfoque tecnológico generalizado diremos que para el cumplimiento de calidad se deberán cuidar varios aspectos, entre los que podemos mencionar:
- Utilización de guías-embudos, pies, prensa telas, compensados.
- Utilización de guiadores para orillas, cintas, bies o ribetes que vayan directamente a la aguja.
- Utilización de sistemas de corte automático de hilo y células sensitivas de paro y arranque de las máquinas.
- Colocación de cintas métricas en las máquinas para mediciones sistemáticas de costura.
- Utilización de máquinas con sistema de arrastre adecuado (alimentación de tela a la máquina) según el tipo de tela y de costura.
- Perfecta regulación de las máquinas en presión y forma del prensa telas, altura de los dientes, largo de la puntada, tensiones de los hilos y enhebrado correcto, velocidad, tipo e dientes o agujero de la placa de aguja, etcétera.
Todo lo anterior es importante, sin embargo, controlar por controlar resulta absurdo, costoso e inoperante. Quien pretenda obtener calidad con el solo hecho de establecer sistemas de control se acerca a la orilla de un precipicio. Por tanto, habrá que recordar y actuar según dos fases importantes relacionadas entre sí: “la mejor calidad no es la que se controla, sino la que se hace” y “no pretendamos controlar la calidad sino hacerla”.
La problemática de la calidad no es el control sino la información. En ella radica la eficacia y por eso nuestro objetivo debe ser el que nos proporcione la máxima información con mayor rapidez y veracidad, sobre quién, como y cuando se comete un error. Así podemos hacer que éste continué y tomar las medidas pertinentes para que no se produzca nuevamente.
29.1.1 Leyes de la confección. A diferencia de otros ramos y especialidades, la confección industrial se rige por lo que nos atreveremos a señalar como leyes:
- Primera ley: la máquina es llevada por el operario (a, de su destreza y cuidado depende el grado de calidad que tendrá la operación realizada.
- Segunda ley: las prendas de vestir carecen de periodo de garantía durante el cual se reparen los defectos sencillos no apreciados en el control de calidad final “por tanto no puede presentarse al mercado ninguna prenda con defectos”.
- Tercera ley: los únicos controles que mediante nos garantizan la ausencia de defectos o fallos visibles son los basados en inspecciones al 100%
- Cuarte ley: el público es primero. “habrá que darle el producto con las características de calidad que estarán en concordancia con el precio que haya pagado por el producto ”
- Quinta ley: en términos generales somos mucho más subjetivos que objetivos sepamos utilizar esta característica.
El personal encargado de supervisar la calidad deberá contar con varios medios de información entre los que podemos mencionar:
- Manual de defectos de confección.
- Normas de calidad de las operaciones de costura.
- Reporte diario individual de control de calidad.
- Reporte de control de calidad semanal por operaria y por tipo de defectos.
29.1.2 Como controles de calidad propiamente dichos se dividirá la sección de confección en tres grandes áreas de control:
- control de calidad en la recepción de órdenes de corte.
- control de calidad del producto en proceso.
- control de calidad del producto terminado.
Por tanto, corresponderá los incisos siguientes describir la información requerida y la manera de realizar las verificaciones de calidad y los métodos de control según el tipo de producción que se lleva a cabo.
Manual de defectos de calidad. En el se anotan todos los defectos que pueden tener mayor incidencia en la sección de costura y servirán como referencia a los supervisores noveles para determinar los objetivos que los originaron.
A continuación mencionamos los defectos más importantes con las causas que los originaron:
- Densidad de puntada inadecuada. No contiene las puntadas por centímetro o por pulgada especificadas en el manual de operaciones.
- Costuras cortantes del tejido. En determinados tejidos se requieren agujas de punta de bola, si no se usan o la bola esta desgastada e imperfecta, las fibras que constituyen el tejido se romperán.
- Costura floja. Cuando las puntadas son más flojas de lo especificado.
- Costura fruncida. Cuando se producen diferencias de tensiones, ya sea por el arrastre defectuoso o por manejo inadecuado del operario.
- Costura sin hilo. Cuando al operario se le ha roto alguno de los hilos y continúa cosiendo.
- Costura apretada. Cuando las puntadas son más cerradas que lo especificado.
- Costura irregular. Cuando se producen tramos de costura floja y tramos de costura apretada dándose irregularidades en la densidad.
- Costuras con puntos escapados. Cuando por mal ajuste de los órganos de la máquina se producen puntos sin ligar .
- Costura escapada. Cuando ha dejado de ser cosida alguna parte de la costura.
- Costuras mal terminadas. Cuando una de las piezas no termina igual con la otra pieza.
- Costura torcida. Cuando no sigue la dirección correcta.
- Costura al ras del borde. Cuando se ha dejado poco margen entre el borde (orilla de la pieza) y la costura.
- Costura reventada. Cuando se rompe pro descomposición entre el tipo de tejido y el hilo de coser.
- Costura holgada en exceso. Cuando se ha dejado demasiado margen entre el borde y la costura.
- Hilo inadecuado. Cuando no guarda relación la estructura del tejido con el hilo empleado en la costura.
- Hilo diferente. Cuando se ha producido una equivocación en la elección y utilización del hilado.
- Hilo poco elástico. Cuando carece de elasticidad y la costura domina el tejido.
- Hilo demasiado elástico. Cuando produce una costura defectuosa al momento de encogerse.
29.1.3 Normas de calidad. Una norma de calidad se considera como base para juzgar la calidad de los procesos, de las operaciones o de una prenda terminada. De esto podemos deducir porque una de las tantas definiciones de calidad nos dice: “la calidad es el cumplimiento de normas establecidas para la tela, el corte y la costura, así como la satisfacción de las necesidades del consumidor”, por lo tanto, un manual de costura debe estar integrado por dos formatos básicos: método de operación y norma de calidad de todas las operaciones realizadas en cada uno de los modelos (véase la forma Núm. 1).
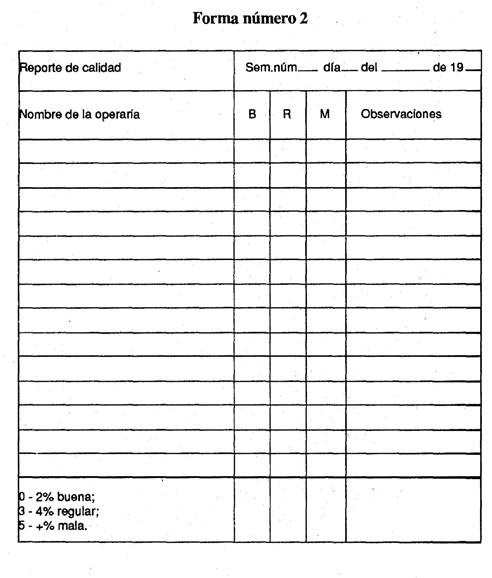
- Reporte individual de control de calidad. Al término de la jornada de trabajo, la inspectora de calidad debe elaborar un reporte diario de calidad que contenga el nombre de cada una de ellas y las observaciones correspondientes en cada una de las inspecciones del día (véase la forma núm. 2)
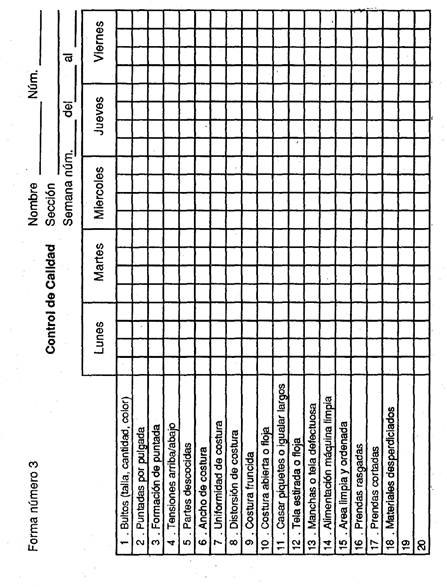
- Reporte de control de calidad semanal por operario y por tipo de defecto. Como su título lo indica lo realiza el inspector de calidad una vez por semana para cada uno de los operarios contemplando el número de prendas defectuosas a lo largo de toda la semana de trabajo (véase la forma núm. 3).
|


