|
En incisos anteriores se ha dividido la sección de costura en tres grandes áreas de control: recepción de los cortes, producto en proceso y producto terminado. Además se describieron algunos controles en la recepción de cortes y en el producto en proceso.
Sin embrago, resulta difícil tipificar a todas las empresas bajo el mismo requerimiento de control porque producen diferentes artículos, en volúmenes diferentes bajo procesos diferentes. Entonces lo que es favorable para otras. Por lo tanto, para determinar los tipos de control más viables para cada empresa es necesario conocer al personal directivo, a los mandos medios, el nivel de conocimiento de los operarios y las peculiaridades de los productos y los procesos. Con toda esta información se puede hacer una confrontación con las características de cada sistema y seleccionar el control más adecuado para cada una de las etapas del proceso:
- Controles fijos.
- Controles volantes.
- Controles fijos y volantes combinados.
Para facilitar la demostración de la aplicación de estos tres sistemas de control, tomaremos dos variantes de producción.
- confección de grandes series de prendas que implican una producción en serie de mercancías un tanto simplificadas.
- confección de pequeñas series de prendas que implican una producción por lotes intermitentes de mercancía que tienden a la complejidad.
29.2.1 Producción en serie (grandes volúmenes)
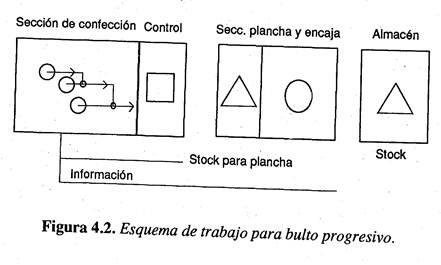
Para identificar este tipo de producción le daremos el nombre de variante A y tiene como característica: grandes series de prendas simples, sistemas de trabajo por bulto progresivo con puestos de trabajo especializados, y el tipo de prenda característica de este grupo es la camisería.
- Sistemas aplicados.
- controles volantes a todo el proceso.
- controles fijos en determinados puntos del proceso.
- controles fijos y volantes combinados.
29.2.2 Tipos de control:
- control de operación básica.
- Control de operación normal.
- Verificación de prenda terminada al final de la sección de confección.
- Verificación de prenda terminada en la sección de plancha y embolsado.
- Sitios de control:
- Sección de confección.
- Al final de la sección de confección.
- Sección plancha y embolsado.
- Fundamento. Control por muestreo mediante controladores volantes. El sistema se basa en el establecimiento de controladores volantes que eligen los puntos de control al azar o utilizando tablas de números aleatorios. Una ves ubicados en el puesto de trabajo, revisan cierta cantidad de piezas de acuerdo con el estándar establecido, el nivel de severidad y la producción. Bajo el punto de vista del control estadístico, la diferencia entre operación básica y operación normal puede establecerse a partir de un estándar más severo para la operación básica que para la operación normal. Como etapa posterior se aprovecha la operación de plancha para realiza una verificación de las prendas y detectar dentro de lo posible los fallos.
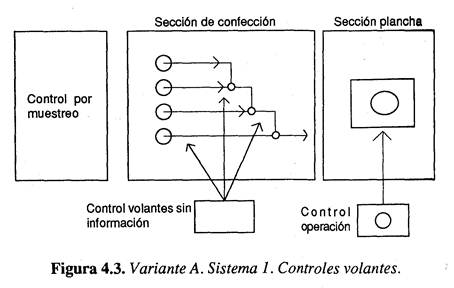
- Análisis del sistema. El muestreo es periódico y las revisiones se hacen al azar. Sin embargo, a veces no resulta recomendable basarse sólo en el ya que es conveniente pasar durante la jornada más veces por un operario que por otro, según la calidad del trabajo y la habilidad del operario.
Por otra parte, el operario recién controlado piensa que la probabilidad de volver a hacerlo inmediatamente es remota. Por tanto, si la operación lo requiere se hará otra revisión en un corto tiempo.
Además, en el momento de elegir el punto a controlar, este sistema no distingue si el operador ejecuta una operación básica o una operación normal.
El control aprovechado en la operación de plancha no resulta demasiado eficaz si la revisión toma mucho tiempo porque perjudica la producción del planchador. Además, en el planchado la prenda ya está totalmente confeccionada y la detección de un defecto implica descoser la prenda para repararla o clasificarla como de segunda.
Si embargo, este tipo des sistema se usa con buenos resultados en empresas americanas por lo económico que resulta su aplicación.
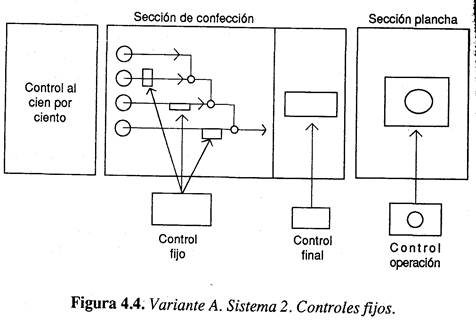
- Fundamento. Control al 100% mediante puntos fijos. El sistema se basa en el establecimiento de unos controles fijos generalmente en 100% en determinadas operaciones básicas. Se complementa con otro control al 100% en las prendas que salen en la sección de costura y van a ingresar en la sección de plancha. En esta última sección se establecerá otro control aprovechando que el operario mira la prenda mientras la plancha.
Una variante más de este sistema sería prescindir del control final y actuar sólo con los fijos y el de la plancha.
- Análisis del sistema. El muestreo suele ser al 100% en los puntos claves por lo que resulta ser bastante seguro. También podemos fijar estos puntos en algunos lugares de la cadena que nos permitan controlar un conjunto de operaciones a la vez. Si es necesario descoser algunas prendas no será necesario llevarlo a cabo en muchas operaciones.
Al final, mediante el control de prenda terminada nos aseguramos de impedir el paso de las prendas con defectos. Sin embargo, tiene algunos inconvenientes: si ya las operaciones básicas están controladas, las operaciones normales tendrán un control mínimo en los puestos de trabajo no se mantiene el mismo personal porque a veces es necesario realizar cambios y acomodos por diferentes causas y esto da como resultado un sistema poco amoldable a la variación de situaciones que se manejan en los talleres.
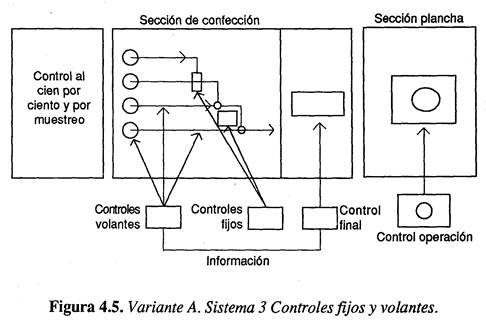
- Fundamento. Control al cien por ciento en determinados puntos y por muestreo en otros que no se eligen por azar como en el sistema 1, sino por medio de la información obtenida con el control final. El sistema se basa en el establecimiento de unos controles fijos, los mínimos imprescindibles, cuyo control es al cien por ciento, y reciben ayuda de otros controles volantes dirigidos a los operarios que cometen mayor cantidad de fallos. Para esto se precisa de la información correspondiente (base del sistema) que se obtiene de los controles efectuados al final de la sección. Se trata de un sistema ágil que permite atacar los puntos claves por conocerlos con bastante rapidez.
Cabe enfatizar el hecho de no permitir que en el revisado final se acumule el trabajo, ya que entonces se pierde la agilidad y el tiempo desfasado por el descuido anterior puede llegar a ser de horas. Como complemento a este sistema se requiere de un control en la operación de plancha, similar a los otros casos.
- Análisis del sistema. El muestreo es al cien por ciento al final y en algún punto clave del muestreo se obtiene la información sobre los puntos y los operarios que están fallando. Como ya se mencionó no deberá quedar trabajo retrasado para repaso final ya que entonces se pierde toda la eficacia del sistema.
Es importante atacar siempre los puntos débiles tanto en operaciones básicas como en normales. En los casos en que convenga colocar un control fijo es importante hacerlo dentro del llamado control-operación, así en el caso de las camisas se pueden controlar por cuellos al girar las puntas. Conviene establecer periódicamente auditorias sobre los controles fijos.
El mayor problema radica en lograr que los operarios que efectúan el control final apliquen el mismo criterio en fallos iguales (es recomendable establecer políticas bien definidas para la aprobación o rechazo de algunos fallos).
|


